
sumber : http://mairis-tyawan.blogspot.com/2010/06/pemilihan-bahan-dan-proses-sistem.html
Bab ini menjelaskan bagaimana sistem komputer dan jaringan komunikasi yang kuat pada pengembangan produk dan manufaktur melalui integrasi semua kegiatan. Secara khusus,kami menjelaskan:
Bab ini menjelaskan bagaimana sistem komputer dan jaringan komunikasi yang kuat pada pengembangan produk dan manufaktur melalui integrasi semua kegiatan. Secara khusus,kami menjelaskan:
· Prinsip-prinsip berawak dan sel-sel manufaktur yang ada dan fitur mereka.
· Bagaimana sel diintegrasikan ke dalam sistem manufaktur fleksibel.
· Konsep baru dari manufaktur holonic dan aplikasinya.
· Prinsip-prinsip waktu dan lean manufaktur dan manfaatnya.
· Pentingnya dan fitur dari sistem komunikasi di bidang manufaktur.
39.1 Pendahuluan
Pada beberapa kesempatan, kami telah menggambarkan pelaksanaan dan manfaat dari otomasi dan pengontrol komputer di berbagai tahapan operasi manufaktur. Bab ini fokus pada integrasi kegiatan manufaktur komputer. Integrasi berarti bahwa proses manufaktur, operasi, dan manajemen mereka diperlakukan sebagai sebuah sistem.
Keuntungan utama pendekatan semacam itu adalah bahwa mesin, perkakas, dan operasi manufaktur sekarang memperoleh fleksibilitas, disebut sistem manufaktur fleksibel. Akibatnya, sistem ini mampu dengan cepat menanggapi perubahan jenis produk dan berfluktuasi tuntutan, serta memastikan pada waktu pengiriman produk kepada pelanggan. Kegagalan pengiriman tepat waktu dalam lingkungan global yang sangat kompetitif bisa mengganggu rencana pengelolaan dan jadwal produksi dan karenanya dapat memiliki dampak buruk besar pada operasi perusahaan.
Bab ini menjelaskan elemen-elemen kunci yang memungkinkan pelaksanaan fungsi yang diperlukan untuk suatu sistem yang fleksibel. Kita mulai dengan manufaktur selular, yang merupakan unit dasar fleksibilitas dalam produksi barang. Kami menunjukkan bahwa sel manufaktur dapat diperluas ke dalam sistem manufaktur fleksibel, dengan implikasi besar untuk kemampuan produksi operasi. Holonic manufaktur kemudian dijelaskan, merupakan konsep baru tentang bagaimana unit manufaktur dapat diatur untuk efisiensi operasi yang lebih tinggi.
Konsep penting dari just-in-time produksi dijelaskan, di mana bagian dihasilkan & tepat waktu untuk dijadikan sebelum memasang bagian mesin, memasang bagian-bagian mesin, dan produk akhir. Metode ini menghilangkan kebutuhan untuk persediaan (yang dapat menjadi beban keuangan untuk perusahaan), serta secara signifikan menghemat ruang dan fasilitas penyimpanan. Karena kebutuhan dan ekstensif menggunakan kontrol komputer, hardware, dan software dalam semua kegiatan yang disebutkan di atas, perencanaan dan pelaksanaan yang efektif dari jaringan komunikasi adalah komponen penting dari keseluruhan operasi.
Bab ini menyimpulkan dengan ulasan kecerdasan buatan, yang terdiri dari sistem pakar, pemrosesan bahasa alami, mesin visi, jalur tiruan karya bersih, dan logika fuzzy. Kami menjelaskan bagaimana dampak perkembangan kegiatan manufaktur dan masa depan mereka.
39.2 Manufaktur Cellular
Konsep teknologi kelompok (yang kita dijelaskan dalam Bagian 38,8) dapat diterapkan efektif dalam manufaktur selular.Sebuah sel manufaktur adalah unit kecil, yang terdiri dari satu sampai beberapa stasiun kerja. Stasiun kerja biasanya berisi salah satu mesin (disebut sel tunggal-mesin) atau beberapa mesin (yang disebut sel kelompok-mesin) dengan masing-masing mesin melakukan operasi yang berbeda pada bagian. Mesin-mesin dapat dimodifikasi, dilengkapi, dan bergabung kembali untuk lini produk yang berbeda dalam kumpulan bagian-bagian yang sama.
Cellular manufaktur terutama telah digunakan dalam mesin dan lembaran-logam membentuk operasi. Alat mesin yang biasa digunakan dalam sel-sel mesin bubut, mesin frais, bor, gerinda, dan mesin listrik-discharge. Untuk bentuk lembaran, peralatan yang biasanya terdiri dari geser, meninju, lentur, dan mesin membentuk lainnya. Peralatan ini juga termasuk mesin-mesin tujuan khusus dan mesin CNC. Inspeksi otomatis dan peralatan pengujian juga umumnya merupakan bagian dari sel ini.
Kemampuan manufaktur selular biasanya melibatkan operasi berikut:
· Loading dan unloading bahan baku dan benda kerja di stasiun kerja.
· Mengubah alat di stasiun kerja.
· Menransfer benda kerja dan perkakas antara stasiun kerja.
· Penjadwalan dan mengendalikan operasi total dalam sel.
Dalam kehadiran sel mesin, material dapat dipindahkan dan ditransfer secara manual oleh operator (kecuali bagian yang terlalu berat-atau gerakan terlalu berbahaya) atau oleh robot industri yang terletak di pusat sel.
Sel manufaktur Fleksibel (FMC). Manufaktur sel dapat dibuat flexibel dengan menggunakan pusat permesinan, mesin CNC, dan robot industri atau sistem mekanik lain untuk penanganan bahan dan barang dalam proses. Sebuah contoh dari berawak, sel manufaktur fleksibel (FMC) untuk pengoperasian mesin ditampilkan pada Gambar. 39,1. Ini adalah berawak (cenderung) sel, yang terdiri dari peralatan mesin seperti mesin bubut, mesin frais, penggiling, dan inspeksi dan stasiun pengukur (seperti mesin koordinat-pengukuran). sel ini dapat dijaga oleh seorang operator tunggal, atau dua operator jika ada peralatan mesin lebih dalam sel. sel manufaktur Fleksibel juga dapat dirancang dan dioperasikan dengan robot pusat. Cell desain dan operasi lebih rewel, sebagai mesin, robot, di akhir efektor, dan sistem kontrol harus berfungsi dengan baik.

GAMBAR 39.1 Ilustrasi skema dari satu diawaki, sel pabrikasi lentur memperlihatkan berbagai alat-alat bermesin dan satu stasiun inspeksi. S, paham; L, mesin bubut; HM, mesin giling horisontal; VM, mesin giling vertikal; G, penindas; x, posisi pekerja. Sumber: After JT. Black
Cell desain. Karena fitur unik dari sel manufaktur, desain mereka dan penempatan pada tanaman tradisional memerlukan reorganisasi tanaman dan penataan aliran lini produk yang ada. Mesin-mesin dapat diatur sepanjang garis, dalam bentuk-U, bentuk-L, atau lingkaran. Memilih mesin terbaik dan pengaturan peralatan penanganan material juga melibatkan pertimbang faktor-faktor seperti tingkat produksi, jenis produk, dan bentuk, ukuran, dan berat.
Kemungkinan perubahan signifikan dalam permintaan untuk kumpulan bagian juga harus dipertimbangkan selama desain sel untuk memastikan bahwa mesin-mesin dan peralatan yang terlibat memiliki fleksibilitas dan kapasitas yang tepat. Biaya sel yang fleksibel bisa tinggi, tapi ini sebanding dengan peningkatan produktivitas, fleksibilitas, dan controllability.
CONTOH 39,1 Manufaktur sel dalam Toko kecil mesin
Berikut ini adalah contoh aktual dari penerapan konsep manufaktur-sel di sebuah toko kecil. Perusahaan A hanya memiliki 10 karyawan, 11 mesin penggilingan, dan 11 pusat permesinan. Mesin ini didirikan pada sel-sel (penggilingan sel dan sel berbalik). Mesin-mesin dalam sel-sel yang disusun untuk memungkinkan operator untuk bagian mesin dengan cara yang paling efisien dan tepat. Setiap sel memungkinkan opera tor untuk memantau kinerja mesin dalam sel
Lebih dari 1200 banyak produk yang berbeda telah diproduksi selama bertahun-tahun dengan jumlah mulai dari satu bagian ke bagian sebanyak 35.000 bagian dari desain yang sama.Bagian diperiksa karena mereka diproduksi. Setiap karyawan di toko terlibat dalam pemrograman dan menjalankan mesin-mesin dan dalam pemeriksaan dalam proses-bagian.
39.3 Sistem Manufaktur Fleksibel
Suatu sistem manufaktur fleksibel (FMS) mengintegrasikan semua elemen-elemen utama manufaktur menjadi sistem yang sangat otomatis (Gambar 39,2). Pertama digunakan pada akhir tahun 1960, sebuah FMS terdiri dari beberapa sel manufaktur, masing-masing berisi robot industri (melayani beberapa mesin CNC) dan sistem penanganan bahan-otomatis, dan semua dihubungkan dengan sebuah komputer pusat.Instruksi komputer yang berbeda dapat diunduh untuk setiap bagian berurutan melewati stasiun kerja tertentu. Sistem ini dapat menangani berbagai konfigurasi bagian dan memproduksi dalam bentuk apapun. Pandangan umum instalasi FMS dalam tanaman ditunjukkan pada Gambar. 39,3.
Sistem ini sangat otomatis mampu mengoptimalkan setiap langkah dari total operasi. Langkah-langkah ini mungkin melibatkan (a) satu atau lebih proses dan operasi, seperti permesinan, menggiling, memotong, membentuk, bubuk metalurgi, mengobati panas, dan finishing, (b) penanganan bahan baku, (c) pengukuran dan inspeksi, dan ( d) perakitan.Aplikasi paling umum FMS sampai saat ini di mesin dan operasiperakitan.
FMS dapat dianggap sebagai sistem yang menggabungkan manfaat dari dua sistem lain: (1) garis transfer yang sangat produktif, tetapi tidak fleksibel dan (2) pekerjaan-toko produksi, yang dapat menghasilkan berbagai produk besar pada mesin yang berdiri sendiri tapi tidak efisien. Karakteristik relatif garis transfer dan FMS diperlihatkan pada Tabel 39,1. Perhatikan bahwa dalam FMS, waktu yang diperlukan untuk pergantian ke bagian yang berbeda sangat pendek. Tanggapan cepat produk dan variasi permintaan pasar adalah atribut utama dari FMS.
Dibandingkan dengan sistem produksi konvensional, manfaat utama dari FMS adalah sebagai berikut:
· Bagian dapat diproduksi secara acak, dalam ukuran batch sekecil satu, dan pada biaya unit yang lebih rendah.

GAMBAR 39,2 Sebuah ilustrasi skematis dari sistem manufaktur fleksibel menunjukkan pusat permesinan, mengukur dan stasiun inspeksi, dan kendaraan dipandu otomatis. Sumber: Setelah J T. Black.

GAMBAR 39,3 Pandangan umum sistem manufaktur fleksibel di pabrik menunjukkan pusat beberapa mesin dan kendaraan dipandu otomatis bergerak sepanjang garis putih di lorong. Sumber: Courtesy of Milacron Cincinnati, Inc
· Upah buruh langsung dan persediaan dikurangi atau dihilangkan.
· Saat-saat yang dibutuhkan untuk memimpin perubahan produk lebih pendek.
· Karena sistem ini mengoreksi diri, produksi tersebut dapat lebih dipercaya dan kualitas produk yang seragam.

Elemen FMS. Elemen-elemen dasar dari sebuah sistem manufaktur fleksibel adalah (a) stasiun kerja dan sel-sel, (b) penanganan otomatis dan transportasi bahan dan suku cadang, dan (c) sistem kontrol. Workstation yang disusun untuk menghasilkan efisiensi terbesar dalam produksi dengan teratur arus bahan dan bagian dalam penyelesaian melalui sistem.
Jenis-jenis mesin di stasiun kerja tergantung pada jenis produksi. Untuk contoh, untuk pengoperasian mesin, mereka biasanya terdiri dari 3 macam ke lima pusat sumbu, CNC mesin bubut, mesin penggilingan, mesin bor tekan, dan gerinda. Juga disertakan berbagai peralatan lain, seperti untuk inspeksi otomatis (termasuk koordinat-pengukuran mesin), perakitan, dan pembersihan. jenis usaha lainnya yang cocok untuk FMS termasuk lembaran-logam membentuk, memukul dan geser, dan penempaan. Mereka mungkin termasuk tungku, berbagai mesin, pemangkasan menekan, perawatan panas fasilitas, dan kebersihan peralatan.
Karena fleksibilitas dari FMS, sistem penanganan material sangat penting. Sistem ini dikendalikan oleh komputer pusat dan dilakukan oleh kendaraan dipandu otomatis, pengantar, dan berbagai mekanisme transfer. Sistem ini mampu mengangkut bahan baku, bahan kosong, dan bagian dalam berbagai tahap penyelesaian untuk setiap mesin (dalam urutan acak) dan kapan saja. Bagian prismatik biasanya dirancang khusus bergerak pada palet. Bagian ini memiliki simetri rotasi (seperti yang di operasi bubut) biasanya digerakkan oleh robot dan berbagai alat mesin.
Penjadwalan. Karena FMS melibatkan investasi modal yang besar, penggunaan mesin yang efisien sangat penting. Mesin tidak harus berdiri siaga. Akibatnya, penjadwalan proses perencanaan yang tepat dan sangat penting. Penjadwalan untuk FMS adalah dinamis, tidak seperti yang di toko-toko pekerjaan mana jadwal yang relatif kaku diikuti untuk melakukan serangkaian operasi. Sistem penjadwalan di FMS menentukan jenis operasi yang harus dilakukan pada setiap bagian dan mengidentifikasi mesin atau sel manufaktur, di mana operasi ini untuk mengambil tempat. penjadwalan dinamis mampu menanggapi perubahan cepat dalam jenis produk, maka itu responsif terhadap keputusan secara real-time.
Karena fleksibilitas dalam FMS, tidak ada pengaturan waktu artinya terbuang dalam pemutar antara operasi manufaktur. Namun, karakteristik, kinerja, dan kehandalan masing-masing unit di sistem harus dimonitor untuk memastikan bahwa bagian yang bergerak dari satu stasiun kerja adalah kualitas dan akurasi dimensi diterima sebelum mereka beralih ke stasiun kerja berikutnya.
Ekonomi pembenaran dari FMS. FMS instalasi sangatmemerlukan modal biaya jutaan dolar. Akibatnya, analisis biaya-manfaat yang cermat harus dilakukan sebelum keputusan akhir dibuat. Analisis ini harus mencakup seperti faktor yang sebagai biaya modal, energi, materi, dan tenaga kerja; diharapkan pasar untuk produk yang akan diproduksi; dan setiap fluktuasi diantisipasi dalam permintaan pasar dan jenis produk. Sebuah pertimbangan tambahan waktu dan usaha yang dibutuhkan untuk mengulur dan debugging sistem.
Seperti dapat dilihat pada Gambar. 37,2, FMS aplikasi yang paling efektif dalam produksi setumpuk menengah kuantitas. Ketika berbagai bagian yang akan dihasilkan, FMS cocok untuk kuantitas produksi biasanya dari 15.000 menjadi 35.000 bagian agregat per tahun. Untuk bagian individu dengan konfigurasi yang sama, produksi dapat mencapai 100.000 bagian per tahun. Sebaliknya, volume tinggi, rendah berbagai bagian produksi terbaik diperoleh dari mesin transfer (khusus peralatan). Akhirnya, volume rendah, tinggi berbagai bagian produksi dapat melakukan yang terbaik pada mesin standar konvensional (dengan atau tanpa kontrol numerik) atau oleh pusat permesinan.
CONTOH 39,2 Sistem manufaktur yang fleksibel pada perusahaan besar dan kecil
Karena keunggulan teknologi FMS, banyak produsen telah lama dianggap menerapkan sistem berskala besar di fasilitas mereka. Namun, setelah ditinjau dan atas dasar pengalaman perusahaan lain, kebanyakan manufaktur telah memutuskan pada beberapa yang lebih kecil, sederhana, modular, dan lebih murah sistem yang lebih efektif biaya. Sistem seperti ini termasuk sel-sel manufaktur fleksibel (biaya yang akan berada di urutan seratus ribu dolar beberapa), pusat mesin yang berdiri sendiri, dan berbagai peralatan mesin CNC yang lebih mudah untuk mengontrol daripada FMS.
Karena keunggulan teknologi FMS, banyak produsen telah lama dianggap menerapkan sistem berskala besar di fasilitas mereka. Namun, setelah ditinjau dan atas dasar pengalaman perusahaan lain, kebanyakan manufaktur telah memutuskan pada beberapa yang lebih kecil, sederhana, modular, dan lebih murah sistem yang lebih efektif biaya. Sistem seperti ini termasuk sel-sel manufaktur fleksibel (biaya yang akan berada di urutan seratus ribu dolar beberapa), pusat mesin yang berdiri sendiri, dan berbagai peralatan mesin CNC yang lebih mudah untuk mengontrol daripada FMS.
Ada perasaan umum bahwa, ketika FMS menjadi alternatif didirikan, harapan tinggi. Dalam beberapa kasus, komputerisasi luas telah mengakibatkan banyak kebingungan dan inefisiensi dalam operasi perusahaan. Khusus untuk perusahaan kecil, pertimbangan penting tidak hanya mencakup fakta bahwa investasi modal besar dan hardware utama dan akuisisi perangkat lunak yang diperlukan tapi juga bahwa operasi yang efisien dari suatu FMS besar membutuhkan pelatihan yang ekstensif personil.
Berbeda dengan pengalaman perusahaan-perusahaan kecil, ada beberapa contoh keberhasilan dan ekonomis implementasi FMS di suatu perusahaan besar. Hasil survei dari 20 sistem operasi seperti di Amerika Serikat telah menunjukkan perbaikan yang diperoleh melalui metode sebelumnya. Beberapa sistem sekarang mampu secara ekonomi banyak memproduksi ukuran satu bagian. Terlepas dari biaya tinggi, sistem yang telah membayar untuk dirinya sendiri di beberapa perusahaan.
39.4 Holonic Manufaktur
Manufaktur Holonic adalah sebuah konsep baru menjelaskan sebuah organisasi unik manufactur unit. Kata The holonic dari bahasa Yunani holos (berarti keseluruhan) dan akhiran pada (berarti bagian dari). Dengan demikian, setiap komponen dalam sistem manufaktur holonic (pada saat yang sama) adalah sebuah badan independen (atau keseluruhan) dan bagian patuh organisasi hirarkis. Kami menjelaskan sistem ini di sini karena dampak potensial menguntungkan pada operasi manufaktur komputer terpadu.
Holonic sistem organisasi telah dipelajari sejak 1960-an, dan ada sejumlah contoh dalam sistem biologis. Tiga pengamatan dasar sistem ini dapat dinyatakan sebagai:
1. System Kompleks akan berkembang dari sistem sederhana jauh lebih cepat jika ada
adalah bentuk-bentuk antara stabil daripada jika tidak ada.Juga, stabil dan kompleks
sistem memerlukan sistem hirarkis untuk evolusi.
adalah bentuk-bentuk antara stabil daripada jika tidak ada.Juga, stabil dan kompleks
sistem memerlukan sistem hirarkis untuk evolusi.
2. Holons secara bersamaan mandiri keutuhan ke bagian subordinasi mereka
dan bagian tergantung dari sistem lain. Holons yang otonom dan diri
unit mandiri, yang memiliki tingkat kemandirian dan dapat menangani kontinjensi tanpa meminta tingkat yang lebih tinggi dalam sistem hirarkis untuk instruksi. Di
saat yang sama, holons tunduk pada kontrol dari berbagai sumber yang lebih tinggi
sistem tingkat
dan bagian tergantung dari sistem lain. Holons yang otonom dan diri
unit mandiri, yang memiliki tingkat kemandirian dan dapat menangani kontinjensi tanpa meminta tingkat yang lebih tinggi dalam sistem hirarkis untuk instruksi. Di
saat yang sama, holons tunduk pada kontrol dari berbagai sumber yang lebih tinggi
sistem tingkat
3. Holarchy terdiri dari (a) keutuhan otonom yang bertanggung jawab atas bagian-bagian dan
(B) bagian tergantung dikontrol oleh tingkat yang lebih tinggi hirarki dan (c) adalah koordinated sesuai dengan lingkungan setempat.
(B) bagian tergantung dikontrol oleh tingkat yang lebih tinggi hirarki dan (c) adalah koordinated sesuai dengan lingkungan setempat.
Dalam sistem biologi, hierarki memiliki karakteristik stabilitas dalam menghadapi gangguan, penggunaan optimum sumber daya yang tersedia, dan tingkat fleksibilitas yang tinggi bila perubahan lingkungan mereka.
Sebuah Holon manufaktur merupakan blok bangunan otonom dan koperasi suatu sistem manufaktur untuk produksi, penyimpanan, dan pengalihan objek atau dalam formasi. Ini terdiri dari bagian pengendali dan merupakan bagian yang opsional pengolahan fisik. Sebagai contoh, Holon dapat dikombinasi dari mesin milling CNC dan operator berinteraksi melalui antarmuka yang cocok. Holon juga dapat terdiri dari holons lain yang menyediakan pengolahan yang diperlukan, informasi, dan antarmuka manusia dengan dunia luar, seperti sekelompok sel manufaktur. Holarchies dapat diciptakan dan dipecahkan secara dinamis, tergantung pada kebutuhan saat ini proses manufaktur tertentu.
Tampilan holonic-sistem operasi manufaktur adalah salah satu manufaktur yang menciptakan lingkungan kerja dari bawah ke atas. Fleksibilitas maksimum dapat dicapai dengan memberikan intelijen dalam holons untuk keduanya (a) mendukung semua produksi dan fungsi kontrol yang dibutuhkan untuk menyelesaikan tugas-tugas produksi dan (b) mengatur peralatan dasar dan sistem. Sistem manufaktur dapat mengkonfigurasi ulang secara dinamis ke dalam hirarki operasional untuk secara optimal menghasilkan produk yang diinginkan dengan holons atau elemen yang ditambahkan atau dihapus sesuai kebutuhan.
Sistem manufaktur Holarchical bergantung pada cepat dan komunikasi yang efektif antara holons, dibandingkan dengan kontrol hirarkis tradisional di mana kekuatan pemrosesan individu sangat penting. Sejumlah besar perjanjian khusus dan perangkat lunak algoritma telah diusulkan untuk sistem holarchical. Penjelasan rinci ini berada di luar cakupan buku ini. Namun, urutan peristiwa umum dapat dijelaskan sebagai berikut.
1. Pabrik terdiri dari sejumlah holons sumber daya, yang tersedia sebagai entitas yang terpisah
di kolam sumber daya. Sebagai contoh, holons tersedia dapat terdiri dari (a) CNC mesin penggilingan dan operator, (b) CNC grinder dan operator, dan (c) CNC bubut dan operator.
di kolam sumber daya. Sebagai contoh, holons tersedia dapat terdiri dari (a) CNC mesin penggilingan dan operator, (b) CNC grinder dan operator, dan (c) CNC bubut dan operator.
2. Setelah menerima perintah atau instruksi dari tingkat yang lebih tinggi di pabrik hirarki
struktur, suatu perintah Holon terbentuk dan mulai berkomunikasi dan negosiasi dengan para holons sumber daya yang tersedia.
struktur, suatu perintah Holon terbentuk dan mulai berkomunikasi dan negosiasi dengan para holons sumber daya yang tersedia.
3. Negosiasi mengarah pada pengelompokan diri terorganisir holons sumber daya, yang akan diberikan berdasarkan persyaratan produk, ketersediaan sumber daya Holon, dan persyaratan pelanggan. Sebagai contoh, suatu produk tertentu mungkin memerlukan mesin bubut CNC, CNC grinder, dan stasiun inspeksi otomatis untuk mengaturnya menjadi Holon produksi.
4. Dalam kasus kerusakan, kurangnya ketersediaan mesin, atau perubahan kebutuhan pelanggan, holons lain dari kolam sumber daya dapat ditambahkan atau dikurangi sesuai kebutuhan, yang memungkinkan sebuah reorganisasi Holon produksi. Produksi kemacetan dapat diidentifikasi dan dieliminasi melalui komunikasi dan negosiasi antara holons di kolam sumber daya.
Langkah telah disebut sebagai plug and play, sebuah istilah yang dipinjam dari industri com-puter dimana komponen perangkat keras berintegrasi mulus dalam suatu sistem.
39.5 Just-In-Time Produksi
Produksi just-in-time (JIT) konsep ini berasal di Amerika Serikat dekade lalu, tapi pertama kali diimplementasikan dalam skala besar pada tahun 1953 di Toyota Motor Perusahaan di Jepang untuk meminimalkan limbah bahan, mesin, modal, tenaga kerja, dan persediaan seluruh sistem manufaktur. Konsep JIT memiliki tujuan sebagai berikut:
· Menerima pasokan tepat waktu untuk digunakan.
· Menghasilkan parts tepat pada waktunya untuk dijadikan subassemblies.
· Menghasilkan subassemblies tepat pada waktunya untuk dirakit menjadi produk jadi.
· Menghasilkan dan memberikan produk selesai tepat pada waktunya untuk dijual.
Dalam manufaktur tradisional, bagian yang dibuat dalam tumpukan, ditempatkan dalam persediaan, dan digunakan apabila diperlukan. Pendekatan ini dikenal sebuah sistem dorong, yang berarti bahwa bagian dibuat sesuai dengan jadwal dan ditempatkan dalam persediaan untuk digunakan kapan pun mereka dibutuhkan. Sebaliknya, hanya dalam waktu adalah sistem yang menarik, yang berarti bahwa bagian diproduksi untuk memesan dan produksi yang disesuaikan dengan permintaan untuk perakitan akhir produk.
Tidak ada stok-kuantitas produksi yang ideal sebagai salah satu (ini juga disebut nol persediaan, produksi stockless, atau penjadwalan permintaan). Selain itu, bagian-bagian diperiksa karena diproduksi dan digunakan dalam waktu singkat. Dengan cara ini, seorang pekerja mempertahankan kontrol produksi berkelanjutan, segera identifikasi bagian yang rusak dan mengurangi variasi proses untuk menghasilkan produk berkualitas.
Pelaksanaan konsep JIT menyaratkan bahwa semua aspek operasi manufaktur dipantau dan ditinjau sehingga semua operasi-operasi dan sumber daya yang tidak menambah nilai dieliminasi. Pendekatan ini menekankan (kebanggaan) dan dedikasi dalam menghasilkan produk berkualitas tinggi, (b) penghapusan sumber daya idle, dan (c) kerja sama antara pekerja, insinyur, dan manajemen untuk segera mengatasi masalah yang timbul selama produksi atau perakitan.
Kemampuan untuk mendeteksi masalah produksi sebagai bagian sedang dibuat telah disamakan dengan tingkatketinggian air (mewakili tingkat persediaan) di sebuah danau yang mencakup tempat tidur dari batu-batu (mewakili masalah produksi). Bila tingkat air tinggi (persediaan tinggi terkait dengan produksi push), batu-batu yang tidak terpapar. Dengan perbedaan, ketika tingkat rendah (persediaan rendah yang berhubungan dengan produksi tarik), batu-batu yang terkena dan dapat diidentifikasi dan dihapus. analogi ini menunjukkan bahwa tingkat persediaan tinggi dapat menutupi masalah kualitas dan produksi dengan bagian-bagian yang sudah dibuat dan ditimbun.
Konsep JIT memerlukan pengiriman tepat waktu dari semua perlengkapan dan bagian dari sumber luar dan dari divisi lain perusahaan; demikian, secara signifikan mengurangi atau menghilangkan persediaan di-tanaman. Pemasok diharapkan untuk memberikan sering setiap hari diperiksa pra-barang seperti yang dibutuhkan untuk produksi dan perakitan. Pendekatan ini membutuhkan pemasok terpercaya, kerja sama yang erat dan kepercayaan antara perusahaan dan vendor, dan sistem transportasi yang handal. Juga penting untuk operasi yang lebih halus adalah pengurangan jumlah pemasok. Dalam satu contoh, sebuah pabrik Apple Computer mengurangi jumlah pemasok 300-70.
Keuntungan dari JIT. Diringkas di sini adalah keuntungan utama hanya waktu di-produksi:
· Rendah persediaan-ongkos
· Cepat deteksi cacat produksi atau pengiriman persediaan dan, karenanya, kehilangan memo rendah.
· Mengurangi inspeksi dan pengerjaan ulang bagian-bagian.
· Produk berkualitas tinggi dibuat dengan biaya rendah.
Meskipun bisa ada variasi yang signifikan dalam kinerja, penerapan just-in-time produksi telah menghasilkan pengurangan 20 sampai 40% dalam biaya produk 60 sampai 80% dalam persediaan, sampai dengan 90% di tingkat penolakan, 90% pada saat memimpin , dan 50% dalam memo, pengerjaan ulang, dan biaya garansi. Naik 30 sampai 50% tenaga kerja produksi dan 60% pada produktivitas tenaga kerja tidak langsung-juga telah tercapai.
Kanban. Penerapan JIT di Jepang terlibat kanban, yang berarti catatan terlihat. Catatan ini awalnya terdiri dari dua jenis kartu (disebut kanbans sekarang digantikan oleh bar-kode tag plastik dan perangkat lain):
· Kartu produksi, yang memberikan kewenangan produksi satu wadah atau keranjang identik, bagian-bagian tertentu di workstation.
· Pemindahan atau memindahkan kartu, yang mengotorisasi transfer dari satu wadah atau keranjang bagian dari workstation khusus pada workstation mana bagian akan digunakan.
Kartu berisi informasi tentang jenis bagian, lokasi di mana diterbitkan, nomor bagian, dan jumlah item dalam wadah. Jumlah kontainer yang beredar pada suatu waktu berada dikontrol sepenuhnya dan dapat dijadwalkan seperti yang diinginkan untuk efisiensi produksi maksimal.
CONTOH 39,3 Aplikasi JIT dalam industri otomotif AS
Dalam satu aplikasi dari JIT, kursi otomotif yang dibuat di pabrik pemasok hanya dua jam sebelum mereka dibutuhkan di pabrik perakitan, yang adalah 120 km. Kursi yang dibongkar di pabrik perakitan dan ditransfer dengan cepat dalam urutan proper gaya dan warna (tiap kursi yang ditandai sebelumnya untuk mobil khusus bergerak menyusuri jalur perakitan). Setiap kursi tiba di jalur perakitan tepat waktu untuk instalasi.Karena sistem beroperasi efisien, AS lebih suka mobil utama memiliki pemasok berbagai komponen untuk merelokasipabrik lebih dekat ke jalur perakitan. Namun, ini bukan merupakan pekerjaan yang mahal dan padat modal pada bagian dari pemasok. Sebuah alternatif adalah memiliki sebuah sistem pengiriman diandalkan transportasi dengan truk dan / atau kereta api untuk pengiriman yang dapat diandalkan dan tepat waktu persediaan.
39.6 Lean Manufaktur
Dalam lingkungan manufaktur modern, perusahaan harus responsif terhadap kebutuhan pelanggan dan persyaratan khusus mereka dan fluktuasi permintaan pasar global. Pada saat yang sama, perusahaan manufaktur harus dilakukan dengan jumlah minimum sumber daya terbuang untuk memastikan daya saing. Kesadaran ini telah menyebabkan produksi atau strategi lean lean manufacturing.
Lean manufacturing adalah suatu pendekatan sistematis untuk mengidentifikasi dan menghilangkan pemborosan (yaitu, kegiatan-nilai-tambah) dalam setiap bidang manufaktur melalui perbaikan terus-menerus dan dengan menekankan aliran produk dalam sistem tarik. Ketika diterapkan dalam skala besar, lean manufacturing umumnya disebut sebagai manufaktur tangkas. Lean produksi mengharuskan produsen menguji semua kegiatan dari sudut pandang pelanggan dan mengoptimalkan proses untuk memaksimalkan nilai tambah. sudut pandang ini sangat penting, karena membantu mengidentifikasi apakah suatu aktivitas atau tidak:
· Jelas menambah nilai
· Menambahkan nilai tidak tetapi tidak dapat dihindari
· Menambahkan nilai tidak ada tetapi dapat dihindari
Fokus produksi ramping adalah pada aliran seluruh proses dan tidak hanya peningkatan satu atau lebih operasi individu. Limbah yang khas untuk dipertimbangkan dan baik dikurangi atau dihilangkan dalam lean manufacturing meliputi:
· Menggunakan pendekatan produksi just-in-time untuk menghilangkan persediaan, karena persediaan merupakan biaya, menyebabkan cacat, dan mengurangi responsif terhadap perubahan permintaan pasar.
· Hilangnya waktu tunggu, yang mungkin disebabkan oleh beban kerja yang tidak seimbang, pemeliharaan tidak terencana, dan masalah kualitas. Oleh karena itu, memaksimalkan efisiensi tenaga kerja karyawan pada setiap saat.
· Penghilangan dan langkah-langkah proses yang tidak perlu, karena itu merupakan biaya.
· Mengurangi atau menghilangkan produk transportasi, karena ini merupakan aktivitas yang tidak menambah nilai. Limbah ini dapat dihilangkan (seperti dengan membentuk sel mesin) atau diminimalkan (misalnya dengan tata letak tanaman yang lebih baik).
· Melakukan waktu dan studi gerakan untuk mengidentifikasi pekerja tidak efisien atau produk yang tidak perlu.
· Hilangnya bagian cacat:
39.7 Jaringan Komunikasi di Manufaktur
Dalam rangka mempertahankan tingkat tinggi koordinasi dan efisiensi operasi dikesatuan parutan manufaktur, sebuah, luas berkecepatan tinggi, dan interaktif jaringan komunikasi sangat penting. Jaringan area lokal (LAN) adalah sistem hardware dan software di mana kelompok-kelompok secara logis terkait mesin dan peralatan berkomunikasi satu sama lain. Sebuah jaringan area lokal link kelompok-kelompok ini satu sama lain, membawa fase dari manufaktur yang berbeda menjadi sebuah operasi terpadu.
Sebuah jaringan area lokal dapat sangat besar dan kompleks (yaitu, menghubungkan ratusan atau bahkan ribuan mesin dan perangkat yang terletak di beberapa bangunan). Berbagai usaha rancangan bersih(Gbr. 39,4) dari serat optik atau kabel tembaga yang digunakan lebih dari jarak mulai dari beberapa meter sebanyak 32 km. Untuk jarak yang lebih besar, jaringan luas (WAN) yang digunakan.
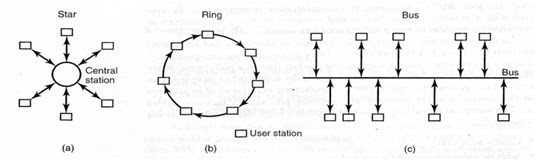
Gambar 39.4 Tiga jenis dasar dari topologi untuk satu daerah jaringan lokal (LAN), (satu ) bintang topologi adalah pantas untuk keadaan yang tunduk kepada konfigurasi berulang berganti. Semua pesan melalui satu stasiun pusat. Sistem telepon di bangunan kantor biasanya mempunyai jenis ini dari topologi, (b ) Pada cincin topologi, semua individu setasiun pengguna dihubungkan pada satu cincin berkepanjangan. Pesan dimajukan dari stasiun sesuatu ke berikutnya hingga jangkauannya ini menugaskan tujuan. Walau kawat secara relatif sederhana, kegagalan dari stasiun sesuatu menutup jaringan seluruh. (c ) Pada bis topologi, semua setasiun punya akses bebas tak terikat ke bis. Sistem ini adalah yang dapat dipercaya dan adalah lebih mudah dibandingkan yang lain dua untuk layani. Karena pengaturan ini adalah serupa dengan rekaletak dari mesin pada kilang, instalasi ini secara relatif mudah, dan ini dapat ulang diadakan ketika mesin adalah ulang diadakan.
Berbagai jenis jaringan dapat dihubungkan atau terintegrasi melalui "gateway" dan "jembatan." kontrol akses ke jaringan adalah penting, jika tidak, tabrakan dapat terjadi ketika beberapa stasiun kerja transmisi secara simultan. Terus-menerus memindai medium transmisi sangat penting.
Pada 1970-an, mengakses multiple carrier-rasa dengan deteksi tumbukan (CSMA / CD) adalah sistem yang dikembangkan dan diimplementasikan dalam Ethernet, yang telah menjadi standar industri. Lain-kontrol akses metode cincin token dan token bus di mana sebuah pesan (tanda khusus) dilalui dari perangkat ke perangkat. Hanya perangkat yang memiliki token diperbolehkan untuk mengirim, sementara semua perangkat lain hanya menerima.
LAN konvensional memerlukan routing kabel (seringkali melalui dinding pasangan bata
atau permanen struktur lain) dan memerlukan komputer atau mesin untuk tetap. Jaringan area lokal nirkabel (WLAN) memungkinkan peralatan seperti tes mobile berdiri atau perangkat data-koleksi (yaitu, pembaca bar code) untuk dengan mudah menjaga koneksi jaringan. Sebuah standar komunikasi (IEEE 802.11) sedang mendefinisikan frekuensi dan spesifikasi sinyal, dan dua frekuensi radio dan satu metode inframerah untuk WLAN. Walaupun jaringan nirkabel yang lebih lambat dari mereka yang keras kabel, fleksibilitas mereka membuat mereka diinginkan, terutama untuk situasi dimana tugas lambat (seperti mesin pemantauan) adalah aplikasi utama.
atau permanen struktur lain) dan memerlukan komputer atau mesin untuk tetap. Jaringan area lokal nirkabel (WLAN) memungkinkan peralatan seperti tes mobile berdiri atau perangkat data-koleksi (yaitu, pembaca bar code) untuk dengan mudah menjaga koneksi jaringan. Sebuah standar komunikasi (IEEE 802.11) sedang mendefinisikan frekuensi dan spesifikasi sinyal, dan dua frekuensi radio dan satu metode inframerah untuk WLAN. Walaupun jaringan nirkabel yang lebih lambat dari mereka yang keras kabel, fleksibilitas mereka membuat mereka diinginkan, terutama untuk situasi dimana tugas lambat (seperti mesin pemantauan) adalah aplikasi utama.
Personal Area Network (PAN) digunakan untuk perangkat elektronik (seperti telepon selular dan asisten data pribadi), namun tidak meluas bagi aplikasi manufaktur. Panci didasarkan pada standar-standar komunikasi (seperti Bluetooth, IrDA, dan HomeRF) dan dirancang untuk memungkinkan komunikasi data dan suara melalui jarak pendek. Sebagai contoh, perangkat Bluetooth jarak pendek akan memungkinkan komunikasi selama jarak 10 meter. Panci sedang mengalami perubahan besar, dan komunikasi standar yang terus-menerus disempurnakan.
Komunikasi standar. Biasanya, satu sel manufaktur dibangun dengan mesin-mesin dan peralatan yang dibeli dari seorang penjual sel lain dengan mesin yang dibeli dari vendor lain, dan yang ketiga belum dibeli dari vendor lain. Akibatnya, berbagai perangkat Programmable terlibat dan didorong oleh beberapa komputer dan mikroprosesor dibeli di berbagai kali dari vendor yang berbeda dan memiliki berbagai kapasitas dan tingkat kecanggihan.
Setiap komputer memiliki spesifikasi sel mereka sendiri dan standar proprietary, dan mereka tidak dapat berkomunikasi di luar sel dengan orang lain kecuali dilengkapi dengan antarmuka kustom yang dibangun. Situasi ini menciptakan pulau otomatisasi; dalam beberapa kasus, sampai dengan 50% dari biaya otomasi berkaitan dengan mengatasi kesulitan dalam komunikasi antara sel-sel manufaktur individu dan bagian lain dari organisasi.
Keberadaan sel otomatis yang bisa berfungsi secara independen dari masing-masing
lain (tanpa dasar yang umum untuk mentransfer informasi) menyebabkan kebutuhan untuk komunikasi standar untuk meningkatkan komunikasi dan efisiensi komputer manufaktur terpadu.Langkah awal menuju standarisasi mulai pada tahun 1980. Setelah usaha yang cukup dan atas dasar yang ada nasional dan internasional standar, satu set standar komunikasi dikenal sebagai protokol otomasi manufaktur (MAP) telah dikembangkan.
lain (tanpa dasar yang umum untuk mentransfer informasi) menyebabkan kebutuhan untuk komunikasi standar untuk meningkatkan komunikasi dan efisiensi komputer manufaktur terpadu.Langkah awal menuju standarisasi mulai pada tahun 1980. Setelah usaha yang cukup dan atas dasar yang ada nasional dan internasional standar, satu set standar komunikasi dikenal sebagai protokol otomasi manufaktur (MAP) telah dikembangkan.
Organisasi Internasional untuk Standarisasi (ISO) / Open System Interconnect (OSI) reference model diterima di seluruh dunia. ISO / model OSI memiliki struktur hierarkis, di mana komunikasi antara dua pengguna dibagi menjadi tujuh lapisan (Gbr. 39,5). Setiap lapisan memiliki tugas khusus:
· Mekanikal dan sarana transmisi data elektronik
· Kesalahan deteksi dan koreksi
· Benar pengiriman pesan
· Kontrol dialog antara pengguna
· Terjemahan pesan ke dalam sintaks umum
· Verifikasi bahwa data yang ditransfer sudah dipahami

Gambar 39.5 ISO / referensi model OSI untuk komunikasi terbuka. Sumber:After U. Rembold.
Operasi dari sistem ini adalah kompleks. Pada dasarnya, masing-masing potongan berukuran standar pesan atau data dari pengguna A akan dikirim ke pengguna B bergerak secara berurutan melalui lapisan berturut-turut di A akhir dari Layer 7 hingga Layer 1. Informasi lebih lanjut akan ditambahkan ke pesan aslinya saat dikirimkan melalui setiap lapisan. Paket lengkap dikirim melalui media komunikasi fisik Pengguna B dan kemudian bergerak melalui lapisan-lapisan (dari 1 sampai 7) pada akhir B. Penularan terjadi melalui kabel koaksial, kabel serat optik, gelombang mikro, dan perangkat sejenis.
Komunikasi protokol telah diperpanjang untuk otomatisasi kantor juga dengan
pengembangan teknis dan protokol kantor (TOP), yang berdasarkan ISO / OSI
referensi model. Dengan cara ini, total komunikasi (MAP / TOP) didirikan di antara
lantai pabrik dan kantor di semua tingkat organisasi. Praktek yang umum adalah
penggunaan alat-alat Internet (hardware, software, dan protokol) dalam perusahaan untuk menghubungkan semua departemen dan fungsi ke-mandiri dan sepenuhnya kompatibel Intranet. Beberapa alat untuk melaksanakan link ini tersedia secara komersial; mereka tidak mahal dan mudah untuk menginstal, mengintegrasikan, dan digunakan.
pengembangan teknis dan protokol kantor (TOP), yang berdasarkan ISO / OSI
referensi model. Dengan cara ini, total komunikasi (MAP / TOP) didirikan di antara
lantai pabrik dan kantor di semua tingkat organisasi. Praktek yang umum adalah
penggunaan alat-alat Internet (hardware, software, dan protokol) dalam perusahaan untuk menghubungkan semua departemen dan fungsi ke-mandiri dan sepenuhnya kompatibel Intranet. Beberapa alat untuk melaksanakan link ini tersedia secara komersial; mereka tidak mahal dan mudah untuk menginstal, mengintegrasikan, dan digunakan.
39.8 Artificial Intelligence
Kecerdasan Buatan (AI) adalah bagian dari ilmu komputer yang bersangkutan dengan sistem yang menunjukkan beberapa karakteristik biasanya berhubungan dengan kecerdasan pada manusia menjadi pengalaman (seperti belajar, penalaran, pemecahan masalah, dan memahami bahasa). Tujuan dari AI adalah untuk mensimulasikan perilaku manusia seperti pada komputer. Seni membawa prinsip-prinsip yang relevan dan alat AI untuk menanggung pada masalah aplikasi sulit dikenal sebagai rekayasa pengetahuan.
Kecerdasan buatan memiliki efek besar pada desain, otomatisasi, dan ekonomi secara keseluruhan operasi manufaktur-sebagian besar karena kemajuan dalam ekspansi memori komputer (desain VLSI chip) dan biaya berkurang. Buatan dalam bentuk paket intelijen penetapan biaya sebanyak beberapa ribu dolar telah dikembangkan, banyak yang dapat dijalankan pada komputer pribadi. Dengan demikian, AI telah menjadi diakses ke meja kantor dan lantai toko.
Sistem ahli. Sebuah sistem pakar (ES, juga disebut sistem berbasis pengetahuan) secara umum didefinisikan sebagai program komputer cerdas yang memiliki kemampuan untuk memecahkan masalah yang sulit dalam kehidupan nyata dengan menggunakan berbasis pengetahuan dan prosedur inferensi (Gbr. 39,6). Tujuan dari sistem pakar adalah kemampuan manusia untuk
Bidang pengetahuan yang diperlukan untuk melakukan tugas ini disebut domain dari sistem pakar. Sistem pakar menggunakan basis pengetahuan yang berisi fakta, data, definisi, dan asumsi. Mereka juga memiliki kapasitas untuk pendekatan heuristik (yaitu, membuat penilaian yang baik atas dasar penemuan dan wahyu dan membuat tinggi probabilitas menebak hanya sebagai ahli).
Basis pengetahuan dinyatakan dalam kode komputer (biasanya dalam bentuk aturan jika-maka) dan dapat menghasilkan serangkaian pertanyaan. Mekanisme untuk menggunakan aturan untuk memecahkan masalah yang disebut mesin inferensi. Sistem pakar juga dapat komunikasi dengan paket perangkat lunak komputer lainnya.
Untuk membangun sistem pakar untuk memecahkan masalah desain yang kompleks dan manufaktur yang dihadapi, salah satu kebutuhan (a) banyak pengetahuan dan (b) mekanisme untuk memanipulasi pengetahuan ini untuk menciptakan solusi. Karena kesulitan terlibat dalam pemodelan akurat pengalaman bertahun-tahun dari seorang ahli (atau tim ahli) dan penalaran induktif kompleks dan pengambilan keputusan kemampuan manusia (termasuk kapasitas untuk belajar dari kesalahan), mengembangkan sistem berbasis pengetahuan membutuhkan waktu dan usaha.

GAMBAR 39.6 Struktur dasar dari satu sistem pakar. Dasar pengetahuan terdiri dari ketentuan pengetahuan (keterangan umum tentang masalah) dan ketentuan kesimpulan (jalannya kesimpulan dijangkau). Hasil mungkin dikomunikasikan ke pengguna melalui alat penghubung bahasa alami.
Sistem pakar beroperasi secara real-time, dan waktu singkat mereka memberikan reaksi tanggapan cepat terhadap masalah-masalah. Bahasa pemrograman paling sering digunakan untuk aplikasi ini C + +, LISP, dan Prolog (bahasa lain juga dapat digunakan). Pengembangan perangkat lunak penting adalah kerang pakar-sistem atau lingkungan (juga disebut sistem kerangka). Paket perangkat lunak ini pada dasarnya adalah sistem pakar-garis besar yang memungkinkan seseorang untuk menulis aplikasi spesifik yang sesuai dengan kebutuhan khusus. Menulis program ini membutuhkan pengalaman dan waktu.
Beberapa sistem pakar telah dikembangkan dan digunakan sejak awal 1970-an dan
memanfaatkan komputer dengan berbagai kapasitas dan untuk aplikasi khusus seperti
berikut:
memanfaatkan komputer dengan berbagai kapasitas dan untuk aplikasi khusus seperti
berikut:
· Masalah diagnosis dalam berbagai jenis mesin dan peralatan, dan ketetapan
tindakan korektif bangsa.
tindakan korektif bangsa.
· Modeling dan simulasi fasilitas produksi.
· Komputer desain-dibantu, proses perencanaan, dan penjadwalan produksi.
· Manajemen strategi perusahaan manufaktur.
Alam-bahasa pengolahan. Secara tradisional, memperoleh informasi dari database dalam memori komputer yang diperlukan pemanfaatan program komputer untuk menerjemahkan pertanyaan dalam bahasa alami menjadi "pertanyaan" dalam beberapa bahasa mesin. Alam-bahasa antarmuka dengan sistem database dalam berbagai tahap pembangunan. Sistem ini memungkinkan user untuk mendapatkan informasi dengan memasukkan perintah bahasa Inggris atau lainnya dalam bentuk sederhana, pertanyaan diketik.
Perangkat Lunak yang tersedia, dan mereka digunakan dalam aplikasi seperti penjadwalan aliran material di bidang manufaktur dan menganalisis informasi dalam database.Kemajuan yang signifikan terus sedang dilakukan pada perangkat lunak komputer yang akan memiliki sintesis ucapan dan pengakuan (pengenalan suara) kemampuan untuk menghilangkan kebutuhan untuk jenis perintah pada keyboard.
Mesin visi. Fitur dasar visi mesin digambarkan dalam Bagian 37,7. Komputer dan software, menerapkan kecerdasan buatan, yang dikombinasikan dengan kamera dan sensor optik lainnya. Mesin ini kemudian melakukan operasi seperti mengidentifikasi, memilah bagian, dan membimbing robot (robot cerdas)-operasi yang dinyatakan akan memerlukan campur tangan manusia.

GAMBAR 39.7 Sistem pakar seperti berlaku bagi satu robot industri memandu oleh mesin penampakan.
Jaringan syaraf tiruan. Meskipun komputer yang lebih cepat daripada
otak manusia pada tugas-tugas yang berurutan, manusia jauh lebih baik pada pola-tugas berdasarkan yang dapat dilakukan dengan pemrosesan paralel, seperti mengenali fitur (di wajah dan suara, bahkan dalam kondisi berisik), menilai situasi dengan cepat, dan menyesuaikan dengan kondisi baru dan dinamis. Keuntungan ini juga sebagian disebabkan kemampuan manusia untuk menggunakan beberapa indera (penglihatan, pendengaran, penciuman, perasa, dan sentuhan) secara simultan (fusi data) dan secara real time. Cabang AI disebut jaringan syaraf tiruan (JST) mencoba untuk memperoleh beberapa kemampuan ini melalui imitasi komputer cara bahwa data yang diproses oleh otak manusia.
otak manusia pada tugas-tugas yang berurutan, manusia jauh lebih baik pada pola-tugas berdasarkan yang dapat dilakukan dengan pemrosesan paralel, seperti mengenali fitur (di wajah dan suara, bahkan dalam kondisi berisik), menilai situasi dengan cepat, dan menyesuaikan dengan kondisi baru dan dinamis. Keuntungan ini juga sebagian disebabkan kemampuan manusia untuk menggunakan beberapa indera (penglihatan, pendengaran, penciuman, perasa, dan sentuhan) secara simultan (fusi data) dan secara real time. Cabang AI disebut jaringan syaraf tiruan (JST) mencoba untuk memperoleh beberapa kemampuan ini melalui imitasi komputer cara bahwa data yang diproses oleh otak manusia.
Otak manusia memiliki sekitar 100 miliar neuron yang terhubung (sel yang menyenangkan unit fungsional damental jaringan saraf) dan lebih dari seribu kali bahwa banyak koneksi. Setiap neuron hanya melakukan satu tugas sederhana: ini menerima sinyal input dari satu set neuron tetap, dan ketika sinyal input yang berhubungan dengan cara tertentu (spesifik ke neuron tertentu), itu menghasilkan suatu keluar elektrokimia menempatkan sinyal yang masuk ke tetap set neuron.
Sekarang ini diyakini bahwa manusia belajar dicapai dengan perubahan kekuatan sinyal koneksi tersebut antara neuron. jaringan syaraf tiruan digunakan dalam aplikasi seperti pengurangan kebisingan (di telepon), pengenalan suara, dan pengendalian proses. Misalnya, mereka dapat digunakan untuk memprediksi hasil akhir permukaan benda kerja diperoleh penggilingan akhir berdasarkan input parameter seperti gaya pemotongan, torsi, emisi akustik, dan spindle acceleration. Meskipun masih kontroversial, banyak pndapat yang membenarkan kemampuan kecerdasan akan berkembang hanya melalui kemajuan dalam JST.
Fuzzy logika. Sebuah elemen AI memiliki aplikasi penting dalam sistem kontrol dan pengenalan pola adalah logika fuzzy (juga disebut model fuzzy). Diperkenalkan pada tahun 1965 dan berdasarkan pengamatan bahwa orang dapat membuat keputusan yang baik berdasarkan informasi yang tepat dan nonnumeric, model fuzzy merupakan sarana matematika mewakili ketidakjelasan dan informasi tidak tepat (maka istilah "fuzzy").
Model ini memiliki kemampuan untuk mengenali, mewakili, memanipulasi, menafsirkan, dan memanfaatkan data dan informasi yang tidak jelas atau kurang presisi.Kesepakatan ini metode dengan penalaran dan pengambilan keputusan pada tingkat lebih tinggi dari jaringan saraf. contoh linguistik umum adalah sebagai berikut: sedikit, sangat, lebih atau kurang, kecil, menengah, sangat, dan hampir semua.
Fuzzy teknologi dan perangkat telah dikembangkan (dan berhasil diterapkan) di berbagai bidang seperti robotika dan kontrol gerak, pengolahan gambar dan visi mesin, pembelajaran mesin, dan desain sistem cerdas. Beberapa aplikasi yang di (a) transmisi otomatis mobil; (b) sebuah mesin cuci yang secara otomatis menyesuaikan siklus mencuci untuk jumlah beban, jenis kain, dan jumlah kotoran, dan (c) sebuah helikopter yang menurut perintah suara untuk maju , atas, kiri, kanan, hover, dan tanah.
39.9 Pertimbangan Ekonomi
Pertimbangan ekonomi dalam pelaksanaan kegiatan berbagai komputer terpadu yang dijelaskan dalam bab ini sangat penting mengingat kompleksitas dan tingginya biaya yang terlibat. instalasi sistem manufaktur yang fleksibel sangat padat modal. Akibatnya, analisis biaya-manfaat yang cermat harus dilakukan sebelum akhir bkeputusan dibuat. Analisis ini harus mencakup faktor-faktor seperti:
· Biaya modal, energi, materi, dan tenaga kerja.
· Diharapkan pasar untuk produk yang akan diproduksi.
· Diduga fluktuasi permintaan pasar dan jenis produk.
· Waktu dan usaha diperlukan untuk menginstal dan debugging sistem.
Biasanya, sistem FMS dapat mengambil dua sampai lima tahun untuk menginstal dan setidaknya enam bulan untuk debug. Meskipun FMS memerlukan sedikit (jika ada) operator mesin, para anggota yang bertanggung jawab atas operasi total harus dilatih dan sangat terampil. Ini personil termasuk teknisi manufaktur, pemrogram komputer, dan insinyur erawan dan pemeliharaan. Yang paling efektif aplikasi FMS telah di produksi batch menengah volume. Ketika berbagai bagian yang akan dihasilkan, FMS cocok untuk volume produksi 15,000-35,000 bagian agregat per tahun. Untuk bagian individu dari konfigurasi yang sama, produksi dapat mencapai 100.000 unit per tahun. Dalam contrast, volume tinggi, rendah berbagai bagian produksi terbaik diperoleh dari transfer mesin (khusus peralatan). Volume rendah, tinggi berbagai bagian produksi terbaik dapat dilakukan pada mesin standar konvensional (dengan atau tanpa NC) atau oleh pusat permesinan.
Ringkasan
· Sistem manufaktur terpadu dilaksanakan untuk berbagai derajat untuk mengoptimalkan operasi, meningkatkan kualitas produk, dan mengurangi biaya.
· Sistem manufaktur terintegrasi komputer telah menjadi sarana paling penting untuk meningkatkan produktivitas, merespon perubahan permintaan pasar, dan pengendalian manufaktur yang lebih baik dan fungsi manajemen.Dengan penggunaan luas komputer dan perkembangan pesat dalam perangkat lunak yang canggih, produk masuk, analisis mereka, dan simulasi mereka sekarang sangat rinci dan menyeluruh.
· Kecerdasan Buatan terus menciptakan peluang baru dalam semua aspek ilmu manufaktur, teknik, dan teknologi.
· Ekonomi pertimbangan dalam desain dan implementasi sistem manufaktur terintegrasi komputer, terutama sistem manufaktur fleksibel, sangat penting karena belanja modal utama yang diperlukan.
Tidak ada komentar:
Posting Komentar